
钨钢铣刀是硬质合金刀具,在进行铣削工序时,工件可顺着或相对刀具旋转方向进给,这会影响到切削的起始和完成特性。用钨钢铣刀进行零件加工,有着严格的步骤,主要是三个方面,请看一下介绍
首先:零件尺寸要求
零件主要尺寸:带公差的尺寸
其余基本尺寸:±0.1mm
螺纹深度与孔深度控制在0/+2内。
圆弧半径控制在+/-0.2内。
角度控制在公差+/-0.5°
需注意尺寸:
20 0/-0.02
10 +0.02/0 x2
74 +0.17/+0.15
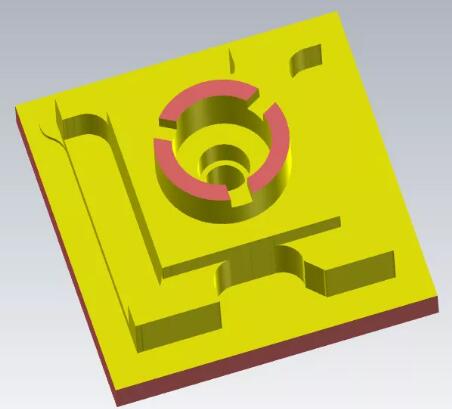
其次:零件分析
本零件为典型模块一零件,采用材料为150×100×50的铝合金材料。
产品外观表面要求无加工刀痕、划痕、凹痕等,建议加工过程中采用留工艺台,正反面开粗的方式进行加工。如时间充足,公差范围小的内孔,建议进行镗孔 。
一、钨钢铣刀加工工艺步骤(粗加工第一面)
1、用面铣刀进行平面加工 。(₵50~₵80)
2、用铣刀进行第一面开粗,并留充足余量反面装夹 。(₵10、₵6)
3、对装夹部位进行光刀处理 。(₵10)
4、并要保存仿真毛坯 第二面仿真要用到。
(加工过程中注意仿真,看有无过切漏切现象 。)
二、钨钢铣刀加工工艺步骤(精加工第一个面)
1、零件去完应力后重新装夹,重新对刀 ,钻孔。
2、用粗加工铣刀采用磨损的方式走一遍精加工的程序,让零件余量
均匀,余量留0.1 。(₵10、₵6)
3、用精铣刀进行底面精加工 。(₵10、₵6)
4、用精铣刀进行精修并控制零件尺寸 。(₵10、₵6)
5、倒角 ,未开粗部位可采用慢速下刀方式进行倒刀。(₵6倒角刀)
6、铣螺纹,注意技术要求加工的深度,并使用通止规检验螺纹是否合格 。(螺纹铣刀)。
7、检查零件是否有漏加工现象,如无漏加工,则可把零件拆卸下来 。
(加工过程中注意仿真,看有无过切漏切现象 。)
三、钨钢铣刀加工工艺步骤(精加工第二个面)
1、零件装夹(注意垫纸),分中对刀,用剩余毛坯方式去除残留工艺台 。
2、松零件,重新装夹拉表、对刀。
3、用粗加工铣刀采用磨损的方式走一遍精加工程序,让零件余量均匀,余量留0.1 。(₵10、₵6)
4、用精铣刀控制零件总厚,再进行底面精加工 、由于零件部分轮廓特征悬空会产生振动可在特征下增加刚性做辅助支撑。(₵10)
5、用精铣刀进行精修并控制零件尺寸 。(₵10、₵6)
6、倒角、大倒角注意分刀次、防止切削力过大零件变形 。(₵6倒角刀、₵12倒角刀)
7、检查零件是否有漏加工现象,如无漏加工,则可把零件拆卸下来 。
8、去除毛刺,并用洗洁精加水清洗零件。
